 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Группой специалистов кафедры электротехники, электроники и автоматики МГТУ «СТАНКИН» был создан испытательный стенд для диагностики мотор-шпиндельного узла круглошлифовального станка на основе универсального модуля АЦП LTR114. В качестве параметров, определяющих состояние мотор-шпинделя, были приняты температура и уровень вибрации.
На стенде (рисунок 1) смонтирован вал 1, на который установлены подшипники. Вращение шпинделя осуществляется с помощью асинхронного двигателя 2. Для осуществления вращения шпиндель правки соединяется с асинхронным электродвигателем с помощью специальной соединительной муфты 3. Электродвигатель при этом управляется с помощью преобразователя частоты 4. Для снятия информации о состоянии подшипника на корпус узла правки 5 смонтирован вибродатчик 6 и термосопротивления 7.

Рисунок 1. Испытательный стенд с установленным мотор-шпинделем.
Для автоматизации контроля технического состояния мотор-шпиндельного узла разработана информационно-измерительная система, содержащая датчики, устройства сопряжения и аналого-цифровой преобразователь (АЦП) и ПК (рисунок 2).
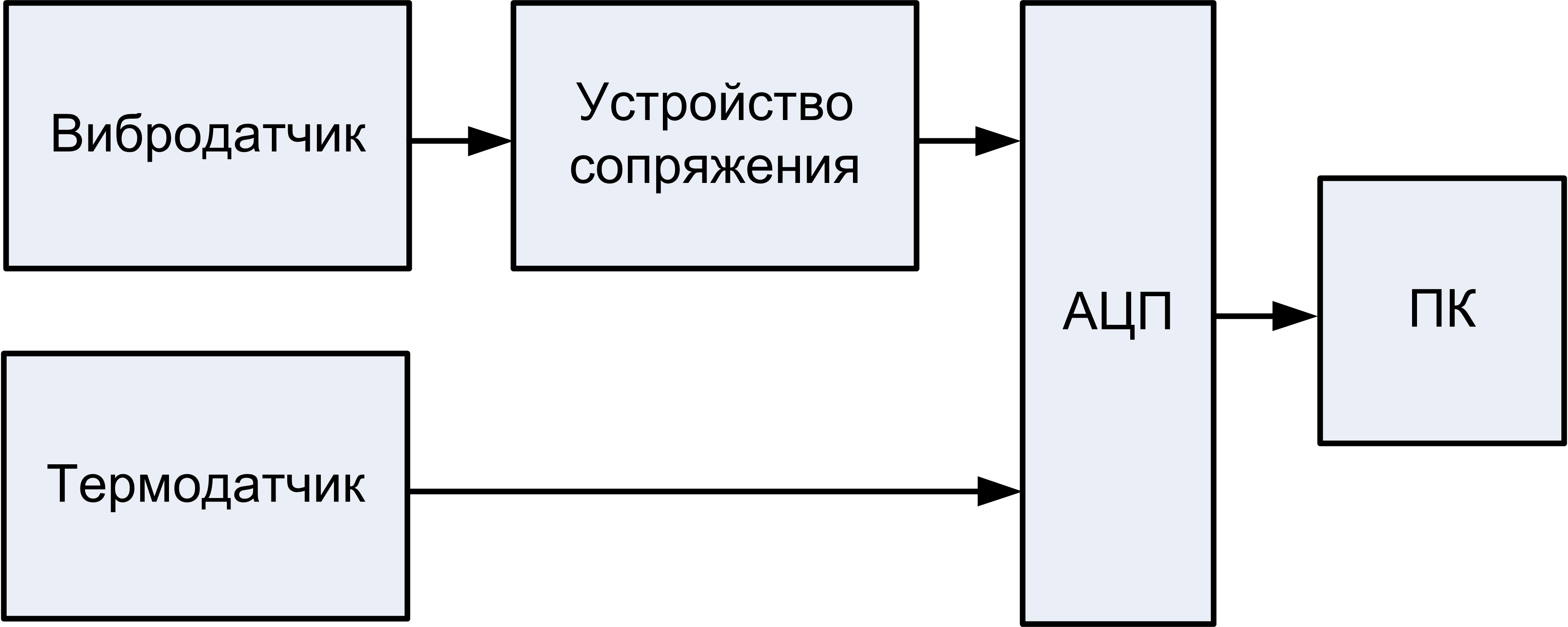
Рисунок 2. Структурная схема информационно-измерительной системы.
Датчик вибрации (пьезоакселерометр) прикреплён к корпусу шпиндельного узла. Виброакустический (ВА) сигнал с пьезоакселерометра поступает в устройство сопряжения, в качестве которого выступает усилитель заряда LP-03. После преобразования в АЦП сигнал вводится в ПК через интерфейс USB.
Измерение температуры осуществляется с помощью термосопротивления (ТС) типа Рt100, подключенного непосредственно к универсальному АЦП LTR114.
Для определения технического состояния мотор-шпиндельного узла используются следующие алгоритмы обработки ВА сигнала и сигнала с термодатчика:
Разработанная диагностическая система позволяет значительно сократить вероятность выхода из строя этого оборудования за счет раннего обнаружения дефектов, связанных со сборкой и изготовлением как отдельных узлов, так и всего устройства в целом. Автоматизация процесса регистрации, обработки и сохранения измерительной информации увеличивает точность и достоверность определения дефекта мотор-шпиндельного узла.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (Государственный контракт № 16.552.11.7071 от 12 июля 2012 г.)
Источник:
Камнев В.А., Кузовкин В.А., Порватов А.Н., Сергеев Ю.Д. Разработка информационно-измерительной системы предэксплуатационной диагностики мотор-шпиндельного узла правки плоскошлифовального станка // Вестник МГТУ “Станкин”. – 2013. – № 2 (25). – С. 36 – 38.
Примечание от L-Card: Для получения максимально широкой полосы частот пропускания LTR114, по всей видимости, авторами системы был использован одноканальный режим сбора виброметрических данных с частотой преобразования АЦП 4 кГц и шириной полосы частот полезного сигнала в сотни Гц. Для более совершенных вибромеричнеских систем обычно применяют модули LTR24-1, LTR24-2, LTR25, имеющие нормированную АЧХ, более высокие частоты преобразования и более широкую полосу частот пропускания.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск