 +7 (495) 785-95-25
+7 (495) 785-95-25 sale@lcard.ru
sale@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Учёными из «МЭИ» предложена методика прямого измерения распределения плотности тока технологических электронных пучков с применением модуля АЦП E14‑140‑M [1]. Данная тематика актуальна при отработке технологий электронно-лучевой сварки, наплавки и перфорации.
Экспериментальный стенд (рисунок 1) был создан на базе установки ЭЛА‑15И, оснащенной электронной пушкой с ускоряющим напряжением 60 кВ, формирующей пучки мощностью до 15 кВт. Над коллектором 1 устанавливался заземленный медный экран с отверстием 11 диаметром 1 мм, а вся система с помощью электропривода координатного стола перемещалась по траектории-меандру со скоростью 25 мм/с. Амплитуда перемещения составляла 20 мм, а шаг между "строками" сканирования – 1 мм. Часть электронов пучка, проходящая через отверстие 11, попадала на коллектор и при прохождении тока создавала на измерительном резисторе 5 разность потенциалов, регистрируемую с помощью измерительного преобразователя E14‑140‑M.
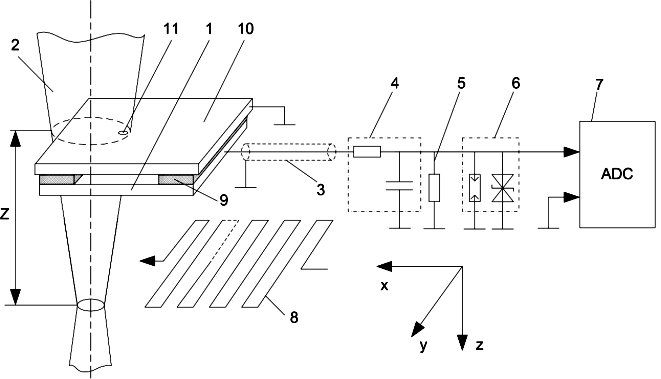
Рисунок 1. Схема измерения распределения плотности тока электронного пучка: 1 – коллектор; 2 – электронный пучок; 3 – экранированный кабель; 4 – фильтр; 5 – измерительный резистор; 6 – схема защиты от перенапряжений; 7 – измерительный преобразователь; 8 – траектория перемещения коллектора; 9 – изолятор (стекло); 10 – экран; 11 – калиброванное отверстие.
На рисунках 2 и 3 приведены полученные линейные распределения плотности тока электронного пучка при токе 35 мА и ускоряющем напряжении 60 кВ (мощность 2,1 кВт). Серии экспериментов проводились для токов луча от 20 до 100 мА.

Рисунок 2.

Рисунок 3.
Экспериментально полученные распределения плотности тока существенно отличаются от широко применяемой при моделировании технологических процессов функции нормального распределения и имеют отклонения от осевой симметрии. Отклонения обусловлены аберрациями электронно-оптической системы электронной пушки, вызваны несоосностью электродов, и, возможно, наличием кратера на поверхности катода из-за ионной бомбардировки. Они могут оказывать существенное негативное влияние на качество процесса сварки или наплавки, так как при движении по взаимно перпендикулярным направлениям форма и размеры жидкой ванны будут различными. Отклонения распределений плотности тока луча от осевой симметрии не могут быть устранены непосредственно в процессе обработки, для их компенсации требуется механическая или магнитная юстировка катодного узла, а сами параметры пучка при этом могут быть проконтролированы с применением предложенного метода.
Источник:
Щербаков А.В., Кожеченко А.С., Родякина Р.В., Гапонова Д.А., Хомутский В.А. Пространственные распределения плотности тока технологических электронных пучков // Материалы Международной научно-технической конференции «Состояние и перспективы развития электротехнологии» (XIX Бенардосовские чтения). – Иваново. – 2017. – Т. 1. – С. 6–9.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон:
+7 (495) 785-95-25
Отдел продаж: sale@lcard.ru
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск