 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
"Создание информационно-измерительной системы, которая в реальном времени управляет интерактивной визуализацией процесса сварки плавлением и является основой для построения компьютерных тренажёров" - цель диссертационной работы [1], защищённой в Волгодонском филиале МИФИ в 2014 году.
В контексте поставленной задачи разработана информационно-измерительная система, которая выполняет моделирование параметров виртуального процесса ручной дуговой сварки (РДС) в реальном времени. Тренажёр на её основе наделяется функциями визуализации сварного соединения и озвучивания процесса РДС. В аппаратной части информационно-измерительной системы применяется модуль АЦП E14‑140.
На рисунке 1 показана блок-диаграмма разработанного в среде LabView виртуального прибора, который обеспечивает одновременный старт и остановку записи сигналов тока сварки, напряжения на дуге и звука сварки.

Рисунок 1. Блок-диаграмма виртуального прибора сбора данных.
Управление виртуальным прибором осуществляется с помощью интерфейса пользователя, который представлен на рисунке 2. С помощью полей настройки задаются соответствующие параметры звукового файла: частота дискретизации, разрядность и число каналов. Для записи файлов использовались значения 32 кГц, 16 бит и 2 канала соответственно.

Рисунок 2. Программный интерфейс пользователя.
Аппаратная часть информационно-измерительной системы построена на базе АЦП L‑Card E14‑140. Один из каналов используется для измерения напряжения на дуге, другой – тока сварки. Измерение напряжения на дуге осуществляется через делитель напряжения, подключенный параллельно сварочному контуру. Измерение тока осуществляется по падению напряжения на шунте, включенном в сварочный контур.
На рисунке 3 представлена функциональная схема измерительного преобразователя тока сварки. Напряжения Uш на сопротивлении шунта Rш при протекании через него тока сварки Iсв подается на вход согласующего усилителя. Частота режекции фильтра ПФ выбрана равной 50 Гц для подавления сетевых наводок. ФНЧ с частотой среза 100 Гц выполнен на каскадно-соединенных фильтрах нижних частот с наклоном АЧХ -40 и -20 дБ/декада, что дает суммарный наклон, равный -60 дБ/декада.

Рисунок 3. Схема измерительного преобразователя тока.
Блок гальванической развязки предназначен для электрического разделения цепей сварочного контура от измерительных цепей АЦП. Это повышает надежность и помехозащищенность измерительной схемы и защищает АЦП от воздействия сильных токов сварочного контура. Преобразователь напряжение-ток предназначен для преобразования напряжения сигнала Uш с выхода БГР в пропорциональное ему значение тока Iсв. Он обеспечивает независимость тока от сопротивления линии связи с АЦП и сопротивления нагрузки.
Запись звука сварки осуществлялась посредством звуковой карты компьютера.
В соответствии с планом эксперимента проводились контрольные сварочные процессы. Процесс РДС начинался с укороченной дугой, затем она удлинялась. Таким образом, значения длины дуги разделены по времени. Сигналы тока для установленных максимумов 70 А и 75 А представлены на рисунке 4.
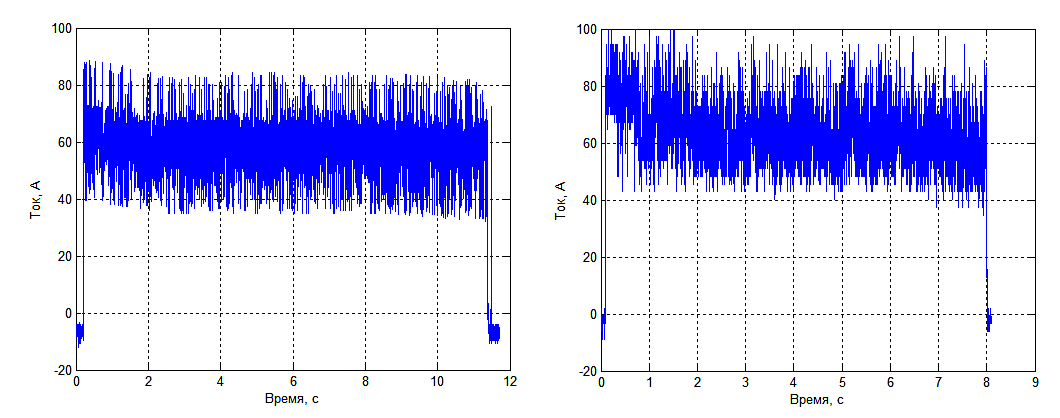
Рисунок 4. Сигнал тока сварки при установленном максимальном значении 70 А (слева), при установленном максимальном значении 75 А (справа).
На рисунке 5 а) показан шов, полученный при сварке в условиях, когда сварщик не слышит звука дуги. Сигналы тока сварки и напряжения на дуге представлены на рисунке 5 б).
Рисунок 5. Результаты сварки в условиях звукоизоляции: а) сварной шов; б) сигналы тока и напряжения.
На рисунке 6 а) показан шов, полученный при сварке с естественным звуком. Сигналы тока сварки и напряжения на дуге представлены на рисунке 6 б).
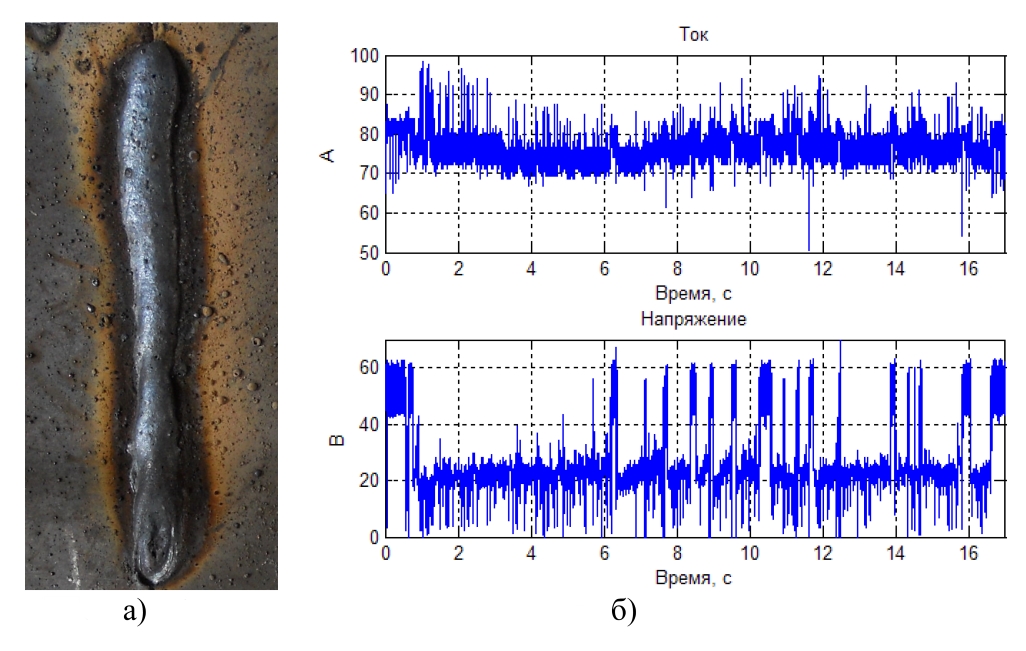
Рисунок 6. Результаты сварки при естественном звуке: а) сварной шов; б) сигналы тока и напряжения.
На рисунке 7 а) показан шов, полученный при том, что сварщик слышал моделируемый звук РДС. Сигналы тока сварки и напряжения на дуге представлены на рисунке 7 б).

Рисунок 7. Результаты сварки при моделируемом звуке: а) сварной шов; б) сигналы тока и напряжения.
Разработанные модели элементов процесса сварки и программное обеспечение внедрены в ООО «Исследовательский центр подготовки и аттестации рабочих кадров «Профессионал» (г. Москва), который является учебным центром уполномоченного национального органа от Международного института сварки (Германия).
Источник:
Толстов В.А. Диссертация на соискание ученой степени кандидата технических наук «Информационно-измерительная система для комплекса управления интерактивной визуализацией на компьютерном тренажере процесса сварки плавлением» // Волгодонск. – 2014. – 143 с.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон:
+7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск