 +7 (495) 785-95-25
+7 (495) 785-95-25 sale@lcard.ru
sale@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Как свидетельствуют научные публикации прошлых лет [1], [2], модуль АЦП E20‑10 применялся в исследованиях процессов электроискровой обработки металлических поверхностей. Ниже мы приводим выдержки из публикации 2018 года [3], где описывается экспериментальный комплекс, позволяющий проводить исследования и разработку интеллектуальной системы управления процессом электроискрового легирования (ЭИЛ) на уровнях робастного, адаптивного и оптимизационного управления энергетическими параметрами процесса, на базе станка с числовым программным управлением (ЧПУ) с использованием специальной оснастки.
Экспериментальный комплекс состоит из базовой части, функциональных и интеллектуальных модулей, а также дополнительного оборудования, обеспечивающего системную работу всех элементов комплекса. Блок-схема компонентов и модулей экспериментального комплекса представлена на рисунке 1.

Рисунок 1. Блок-схема компонентов и модулей экспериментального комплекса.
Данные, регистрируемые термопарами, и математические модели нагрева катода и анода используются интеллектуальным модулем стабилизации температуры для корректировки параметров системы с целью управления интенсивностью нагрева электродов. Модуль управления межэлектродным расстоянием предназначен для компенсации износа анода в процессе ЭИЛ (рисунок 2). Модуль представляет собой отдельную платформу, которая устанавливается вместо шпиндель-двигателя трехкоординатного станка с ЧПУ. Платформа приводится в движение приводами станка и способна перемещаться по трем координатам. На платформе расположен привод микроперемещений, состоящий из отдельного двигателя и микровинта, способного перемещаться с точностью ±5 мкм, а также микродрель с токосъемными щетками, в которой осуществляется крепление анода.

Рис. 2. 3D-модель и схема модуля управления межэлектродным расстоянием: 1 – электродвигатель; 2 – консольная часть станка с ЧПУ; 3 – привод вертикальных микроперемещений; 4 – цанга; 5 – токовые щетки; 6 – анод.
Функциональные модули предназначены для сбора данных о процессе ЭИЛ и реализации функций управления отдельными параметрами и подсистемами экспериментального комплекса.
Модуль слежения за параметрами процесса предназначен для сбора данных и представляет собой цепь делителей для измерения силы тока и напряжения, а также микрофон с предусилителем, связанных с АЦП с установленной частотой сэмплирования 1 МГц/канал. Модуль отвечает за запись указанных параметров. Схема модуля представлена на рисунке 2. В качестве АЦП используется быстродействующий внешний модуль ввода-вывода на шину USB 2.0 компании L‑Сard – модель E20‑10.
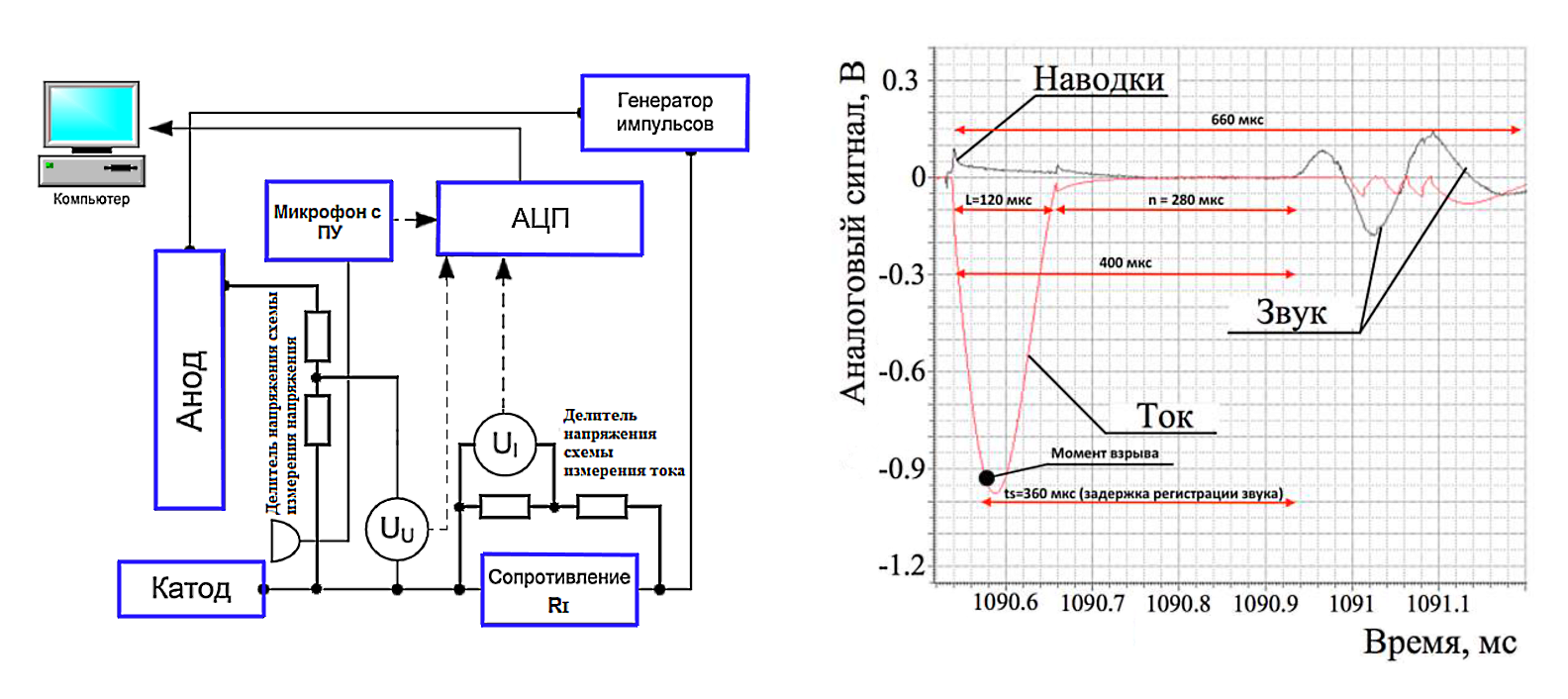
Рисунок 3. Схема измерительной установки и фрагмент записи данных реального импульса.
Данные, получаемые модулем слежения, предназначены для работы интеллектуальных модулей, а именно модуля, отвечающего за построение карты распределения энергии и оптимизации траектории.
Модуль построения карт распределения энергии на поверхности катода по данным тока, напряжения и звука определяет тип и энергетические параметры каждого импульса, связывает их с координатами положения анода в системе координат станка, получая карту энергетического ландшафта обработанной поверхности после каждого прохода (рисунок 4). Такая карта показывает удельное распределение энергии по поверхности с привязкой к заданной единице площади и позволяет обеспечить выполнение условия равномерности распределения энергии, исключить влияние человеческого фактора, проводить исследования свойств получаемых покрытий на площади, в сотни раз превышающие площадь контактной поверхности анода.

Рисунок 4. Карта распределения энергии на поверхности катода площадью 100 см2 после ЭИЛ.
Экспериментальная установка, разработанная в рамках выполнения научного проекта № 16‑38‑00135, выполняемого молодыми учеными по гранту Российского фонда фундаментальных исследований, позволяет проводить исследования энергетических параметров процесса и распределения тепла в процессе ЭИЛ при обеспечении постоянства прочих параметров и исключает влияние человеческого фактора, что является необходимым условием разработки технологий стабилизации процесса ЭИЛ для создания условий дальнейшего внедрения в серийное производство.
Источники:
1. Давыдов В.М., Ледков Е.А., Гиль А.В., Химухин С.Н. Исследование процессов стабилизации электроискровой обработки // Фундаментальные и прикладные проблемы техники и технологии. – 2009. – № 4/276 (575). – С. 63‑71.
2. Бурков А.А., Пячин С.А., Метлицкая Л.П., Пугачевский М.А. Использование гранул WC‑Co сплава для нанесения электроискровых покрытий // Упрочняющие технологии и покрытия. – 2013. – № 5 (101). – С. 16‑21.
3. Якуба Д.Д., Ледков Е.А. Экспериментальный комплекс интеллектуального управления процессом электроискрового легирования // Современные технологии: актуальные вопросы, достижения и инновации. Сборник статей XIII Международной научно-практической конференции. – Пенза. – 2018. – Ч. 1. – С. 88‑93.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон:
+7 (495) 785-95-25
Отдел продаж: sale@lcard.ru
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск