 +7 (495) 785-95-25
+7 (495) 785-95-25 sale@lcard.ru
sale@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Целью данной статьи [1] является сравнительный анализ параметров остаточных напряжений в стали HSS‑5 после точения с изменением продольной подачи. В работе ставятся следующие задачи: расчет влияния подачи при токарной обработке на параметры остаточных напряжений, образующихся в поверхностном слое материала; сравнение результатов принципиально разных методов исследования остаточных напряжений.
Для определения остаточных напряжений в поверхностном слое при точении образцы типа «втулка» были изготовлены из высокопрочной нержавеющей стали HSS‑5 (см. рисунок 1).

Рисунок 1. Образцы типа «втулка».
Образцы обрабатывались на токарном центре DMG NEF400: втулки крепились к центральной оправке гайкой. Оправка зажималась в трехкулачковом патроне токарного центра (см. рисунок 2).

Рисунок 2. Образцы крепления втулки в токарном центре DMG NEF400.
Для реализации механического метода определение остаточных напряжений использовался исследовательский комплекс УДИОН‑2. При измерении остаточных напряжений в этой установке из испытуемых деталей вырезаются элементарные образцы (кольца и полосы), которые фиксируются в специальной приборной установке (рисунок 3). На этом устройстве установлены зажимы для фиксации элементарных образцов, а также тензодатчиков. При непрерывном химическом удалении слоев с поверхности образцов снимаются остаточные напряжения, что приводит к деформации (изгибу и кручению) исследуемых образцов. Деформация, в свою очередь, передается на тензодатчик через двуплечий рычаг.

Рисунок 3. Установка элементарных образцов в устройство фиксации: полосы-образцы – слева; кольцевые образцы – справа.
Прием, визуализация, обработка и сохранение данных с тензодатчиков обеспечивается Установкой измерительной LTR‑EU‑2‑5 с предустановленными тензометрическими модулями LTR212 под управлением программного обеспечения ACTest. Информация с тензодатчиков формируется в виде массива кривых деформаций и отображается в режиме реального времени (рисунок 4).
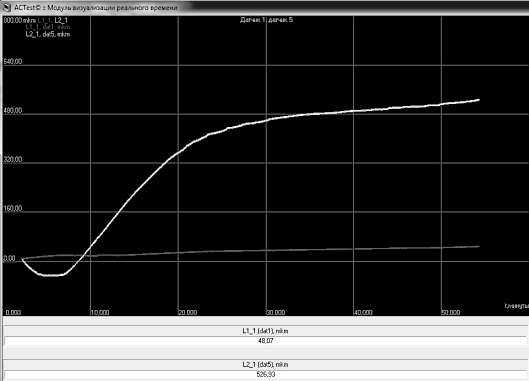
Рисунок 4. Кривые деформации, построенные в процессе травления.
Последующий расчет остаточных напряжений производился по данным, полученным в результате подготовки эксперимента с использованием массива кривых деформаций с помощью программы расчета остаточных напряжений, специально разработанной для установки УДИОН‑2.
Также определение остаточных напряжений было проведено методом рентгеноструктурного анализа с использованием дифрактометра XStress 3000 G3/G3R. Экспериментальные исследования подтверждают влияние подачи при токарной обработке стали HSS‑5 на параметры остаточных напряжений по глубине поверхностного слоя: увеличивается глубина минимального остаточного напряжения и глубина активной части кривых остаточных напряжений. Но касательное напряжение уменьшается на поверхности материала образца. Сравнение результатов определения нормальных составляющих остаточных напряжений непосредственно на поверхности образцов механическим методом и методом рентгеноструктурного анализа показывает достаточно высокую сопоставимость результатов измерений.
Источник:
A G Tikhonov and A E Pashkov 2019 IOP Conf. Ser.: Mater. Sci. Eng. 632 012113. DOI:10.1088/1757-899X/632/1/012113
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон:
+7 (495) 785-95-25
Отдел продаж: sale@lcard.ru
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск