 +7 (495) 785-95-25
+7 (495) 785-95-25 sale@lcard.ru
sale@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
В журнале "Известия Национальной академии наук Республики Армения и Государственного инженерного университета Армении" [1] мы находим обоснование метода вибрационного сверления отверстий инструментом с переменной жесткостью. Рассматриваются конструкции сверлильной головки с регулируемой жесткостью, волноводов, преобразующих энергию процесса резания в комплексные крутильно-продольные колебания режущего инструмента. Представлены схема экспериментального стенда с применением модуля E-440 1), методика и результаты исследований в виде спектра частот колебаний инструмента в различных направлениях при традиционном и вибрационном сверлении глубоких отверстий.
1) Примеч. L-Card: Модуль АЦП E-440 является функциональным аналогом выпускаемого в настоящее время сертифицированного модуля E14-440.

Рисунок 1. Схема экспериментальной установки: 1 – суппорт токарного станка; 2 – вибросверлильная головка; 3 – самоцентрирующиеся гидролюнеты; 4 – два токовихревых датчика зазора; 5, 6 – E-440 (примеч. от L-Card: по всей видимости, 5 – это входной электронный коммутатор E-440); 7 – ПК с программным анализатором спектра.
В основу конструкции вибросверлильная головки, подробно рассмотренной в статье [1], входит волноводный преобразователь для реализации вибрационного режима сверления.
В ходе анализа полученных результатов были выявлены случаи возникновения автоколебаний в процессе резания. Анализировались спектры колебаний в диапазоне 0...4000 Гц.
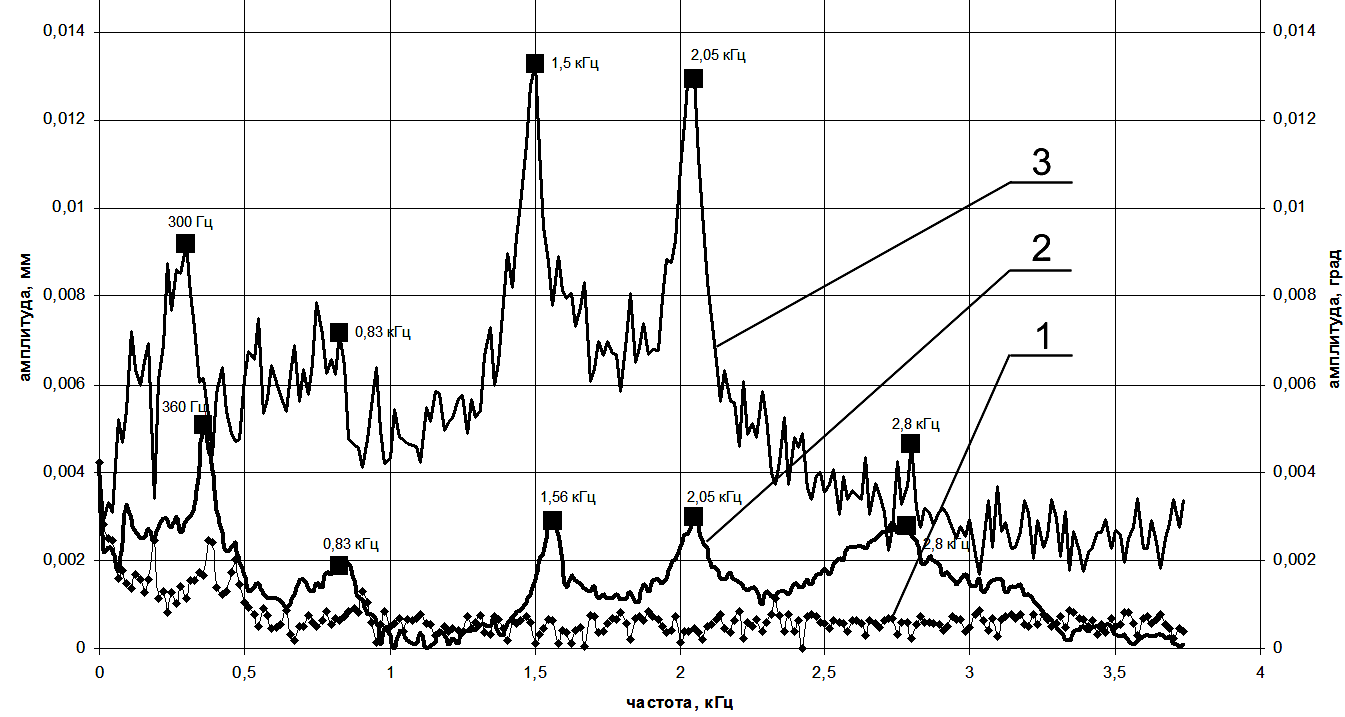
Рисунок 2. Спектр частот колебаний подсистемы инструмента в различных направлениях: 1 – поперечном (мм); 2 – осевом (мм); 3 – крутильном (град).

Рисунок 3. Спектр частот поперечных колебаний инструмента при различной обработке: 1 – традиционная обработка; 2 – обработка с волноводным преобразователем.
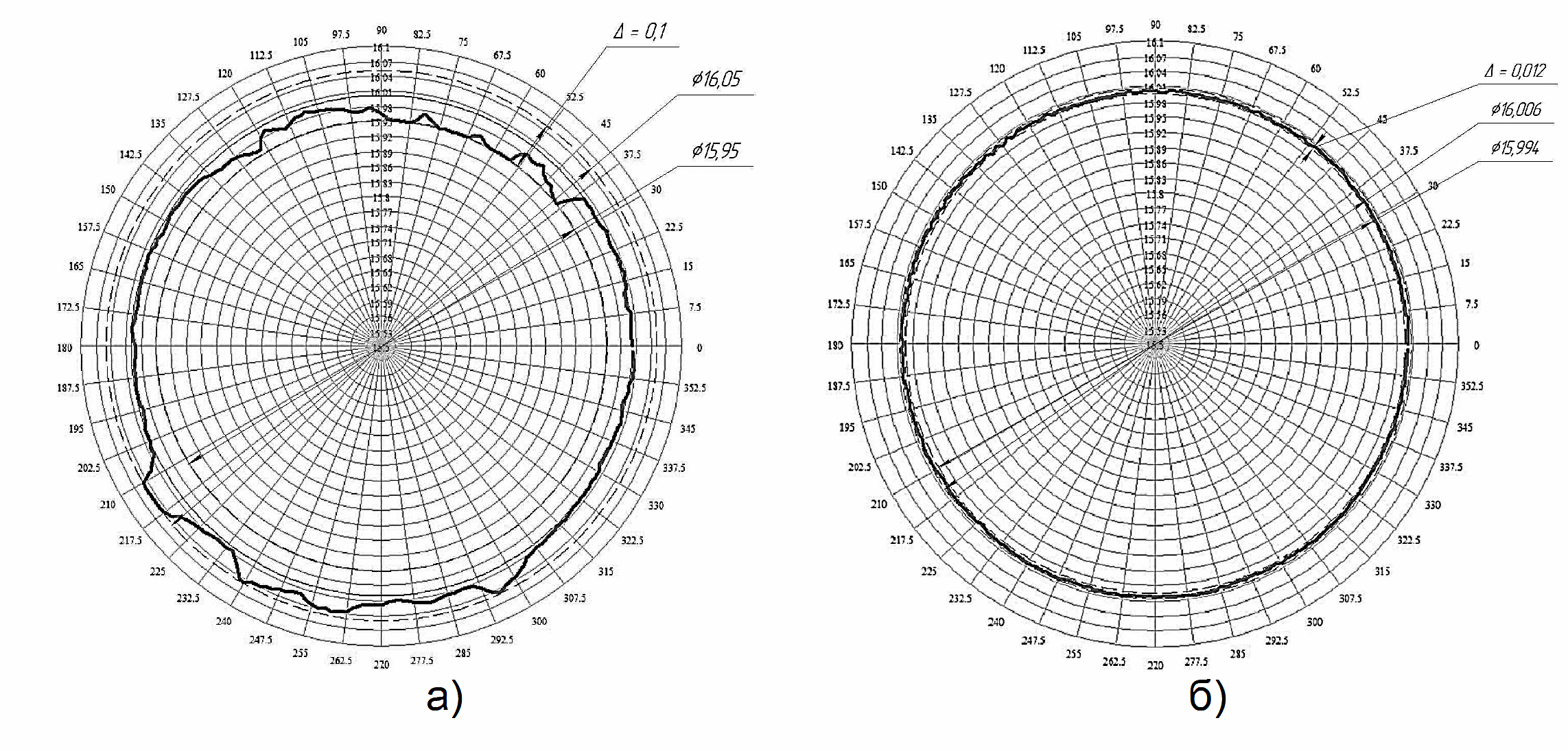
Рисунок 4. Сравнительный анализ круглограмм просверленных отверстий: а – традиционное сверление (n = 400 об/мин.); б – сверление с волноводным преобразователем ( l = 140 мм, n = 400 об/мин.).
С помощью экспериментальной установки была выявлена зависимость спектра частот относительных крутильно-продольных и поперечных колебаний заготовки и инструмента в процессе резания от частоты вращения и вылета волноводного преобразователя. Определен технологический режим обработки сверлением, обеспечивающий максимальную точность (радиальное биение 12 мкм, точность размера 7…8 квалитет, непрямолинейность оси 0,01/100 мм) и шероховатость обработанного отверстия в пределах Ra 5 мкм, что соответствует повышению на порядок точности обработки.
Источник:
Драчев О.И., Тараненко Г.В., Тараненко В. А., Свиць А. Повышение эффективности вибрационной обработки глубоких отверстий // Известия НАН РА и ГИУА. - Сер. ТН. - 2008. - Т. LXI, № 2. – С. 201-209.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон:
+7 (495) 785-95-25
Отдел продаж: sale@lcard.ru
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск