 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Специалистами из Донбасской государственной машиностроительной академии разработан виброизмерительный комплекс для исследования динамических нагрузок при металлообработке, который был опробован на токарных и фрезерных станках [1]. Целью исследования являлся поиск условий увеличения времени безотказной работы режущего инструмента.
Регистрация колебаний инструмента (рисунки 1, 2) проводилась с помощью пьезоэлектрических датчиков, установленных на резце в направлениях составляющих силы резания Pz, Py, Px. Датчики подключены к измерительному усилителю. Для измерения мгновенной частоты вращения на шпинделе станка установлена переходная муфта c датчиком вращения, который подключен к интерфейсному модулю.
Измерительный усилитель и интерфейсный модуль подключены к АЦП E14-440, а тот в свою очередь – к ноутбуку.

Рисунок 1. Измерительный стенд на базе токарного станка 1А64: общий вид регистрирующей аппаратуры.

Рисунок 2. Измерительный стенд на базе токарного станка 1А64: слева – установка датчика вращения на шпинделе; справа – установка датчиков вибрации на прорезном резце с ламельным суппортом.
Структурная схема измерительного комплекса приведена на рисунке 3.

Рисунок 3. Структурная схема измерительного комплекса.
Подключение датчиков к АЦП выполняется при помощи разработанного авторами измерительного усилителя с высокоомным входом (входное сопротивление 0,5 ГОм) и единичным коэффициентом усиления. Усилитель оснащен пассивным фильтром нижних частот (ФНЧ) второго порядка с частотой среза 15 кГц. Усилитель питается от аккумуляторной батареи. Для измерения низкочастотных колебаний применяется датчик ДН5 – диапазон измеряемых частот ниже 1000 Гц. Измерение средних и высоких частот колебаний производится соответственно датчиками: ДН3 – линейный диапазон измеряемых частот до 4000 Гц и ДН4 – диапазон частот до 12500 Гц. В результате покрывается весь диапазон исследуемых частот колебаний. Нижняя граница частотного диапазона определяется входным сопротивлением усилителя и собственной емкостью датчиков. Для приведенных выше условий она составляет 2-4 Гц.
Примечание от L-Card: по всей видимости, речь идёт о пьезодатчиках и усилителе с косвенным измерением заряда.
Для измерения мгновенной частоты вращения к аналоговому входу АЦП E14-440 подключается интерфейсный модуль, в состав которого входит формирователь импульсов начала отсчетов с блоком питания на 12 В. К входу интерфейсного модуля подключается датчик вращения ROD 230-9000 фирмы Heidenhain.
На рисунке 4 приведены иллюстрации измерительного стенда на базе фрезерного станка ЛГ 26 для определения вибраций заготовки при торцевом фрезеровании.

Рисунок 4. Измерительный стенд на фрезерном станке ЛГ 26: слева – крепление датчиков виброускорений; справа – общий вид.
Анализ полученных экспериментальных данных выполнялся с использованием дискретного преобразования Фурье при помощи программного комплекса L-Graph (рисунок 4). Предварительно для настройки делителя АЦП проводилась оценка формы и амплитуды колебаний, векторное суммирование записанных сигналов колебаний в различных направлениях. Анализ данных и вычисление дискретного преобразования Фурье выполнялось при помощи программного пакета для математических расчетов Matlab v. 7.0.
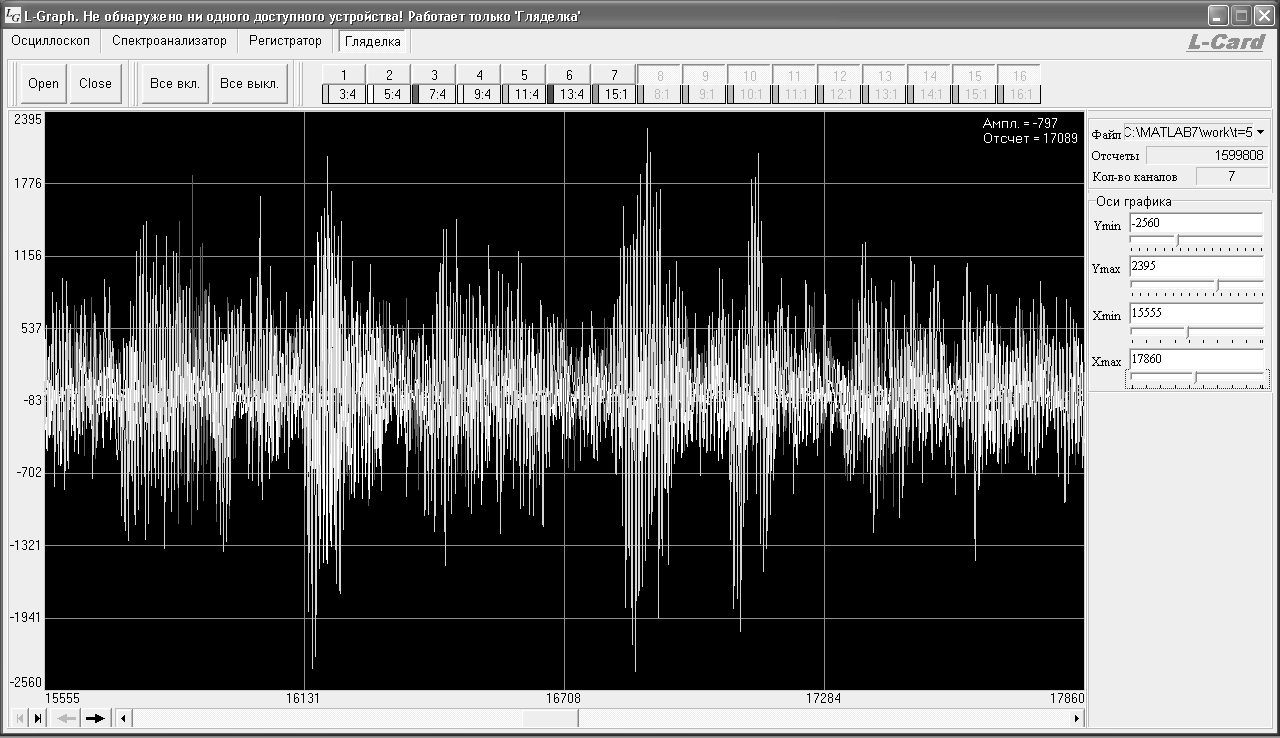
Рисунок 4. Общий вид программы L-Graph.
Результаты:
Источник:
Мироненко Е.В., Донченко Е.И., Марчук Е.В. Переносной измерительный комплекс для исследования вибраций технологических систем механической обработки // Надежность инструмента и оптимизация технологических систем. Сборник научных трудов. – Краматорск-Киев. – 2006, № 20. – С. 63 – 68.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск